La saponification à froid c’est un mélange de corps gras (huiles, beurres végétaux) et de base forte minutieusement calculée (soude, potasse,…). Ces ingrédients mélangés entre 35° et 55° vont créer une réaction naturelle de chaleur et de solidification des matières. Le terme à froid désigne précisemment la basse température des corps gras.

Une saponification à froid conserve toutes les propriétés des corps gras utilisés.
Elle produit naturellement de la glycérine pure. C’est cette glycérine naturelle qui permet de nourrir votre peau !
Pourquoi saponification à froid ? Tout simplement parce qu’il existe une saponification à chaud : savon de Marseille, savon d’Alep, qui consiste à chauffer à haute température ce mélange base/huiles pour lui permettre une saponification plus rapide et plus solide. Bien moins doux qu’un savon saponifié à froid, ils restent, si fabriqués selon la méthode ancestrale, de bons savons.
Tout savoir sur le procédé de saponification à froid.
L’embarras dans le choix des corps gras ! BIO bien sûr ! Huile d’olive, de coco, de colza, de chanvre, d’amande douce, de tournesol, beurre de karité, beurre de mangue, … à choisir pour la base mais aussi pour le surgras. Tous ces gras ont un indice de saponification, c’est ce qui va permettre de calculer le poids de soude caustique qui leur correspond (pour faire simple ;-)).
Il est alors nécessaire de produire sa lessive de soude (eau + soude calculée). Le pourcentage d’eau, quant à lui, sera compris entre 30 et 35%. Ce mélange eau/soude monte immédiatement à haute température. Il est d’ailleurs essentiel de se protéger le visage, les mains et le corps afin de ne prendre aucun risque lors de cette opération !
Thermomètre en main, on passe à la fonte des beurres sans dépasser les 50° (toujours dans l’optique de préserver leurs propriétés). Je ne chauffe aucune huile végétale liquide car je veux garantir un maximum de vertus et de pureté.
Une fois que les 2 mélanges atteignent une température comprise entre 35° et 55°, le mélange corps gras/lessive de soude est associé et battu rapidement au fouet ou à l’aide d’un mixeur plongeant. Ceci jusqu’à l’obtention d’une texture crème anglaise appelé « LA TRACE » (fine ou épaisse selon les effets souhaités). Une fois cette texture obtenue, le procédé de saponification commence déjà !
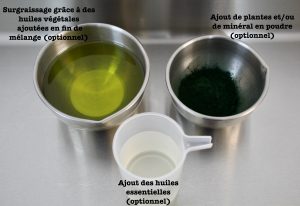
Dès celle-ci obtenue, on y ajoute, en fonction de nos formules créées, des poudres végétales, minérales ainsi que des huiles essentielles, toujours bio. Un surgraissage y est ajouté et le tout est alors re-battu afin d’y combiner toutes leurs vertus.
Cette jolie pâte à savon est coulé dans un moule en bois chemisé de papier cuisson ou un moule en polyéthylène chemisé de feuilles de silicone. Ce « très gros savon » peut être couvert d’une planche de bois et mis au chaud sous une petite couverture (ceci afin de préserver la montée en température de la saponification).
Ce bloc ou « batch » va être préserver dans le laboratoire hors courants d’air, à température idéale (entre 18° et 22°) et sous hygrométrie régulée (humidification de la pièce).


Mais le surgras d’un savon, c’est quoi au juste ?
A la trace, la saponification ayant déjà débutée, le surgraissage est ajouté. Ce surgraissage est une addition finement calculée de corps gras sélectionnés que la soude ne pourra plus transformer en savon. Ce surgras reste intact et permet d’obtenir un savon plus doux, plus nourrissant. Un savon saponifié à froid est, généralement, surgras entre 5 et 10%. Au dessous on ne parle pas de surgras et au delà on ne parle plus de savon.
24 ou 48h plus tard…
Notre bloc de savon auquel on détermine un n° de lot est alors démoulé, coupé en barres puis en savons à l’aide d’une « guitare ». Cet instrument indispensable au savonnier porte ce joli nom car il est composé de cordes identiques à celles des guitares qui ont l’avantage de produire un joli son à la découpe !



Les savons sont ensuite mis en cure entre 4 et 6 semaines. La cure c’est l’action de laisser sécher le savon pour plusieurs raisons : l’élimination complète et totale de la soude, l’évaporation de l’eau utilisée pour sa fabrication, renforcer sa dureté ou plus simplement d’obtenir un véritable savon « soin ».
A l’issu de ces looonnngues semaines, les données sécurité PH sont relevées : le PH d’un savon saponifié à froid est basique et se situe entre 9 et 10,5. Ce qui signifie que l’on a bien un produit alcalin (doux) et nettoyant. Les critères de poids, d’aspect, de dureté, d’onctuosité de mousse sont également des points importants à relever en fin de cure.
Les plus exigeants procéderont à l’ébavurage de leur savon en taillant légèrement les arrêtes afin de donner un aspect plus « net », plus « travaillé ».
Phase finale importante et obligatoire : une fois les tests approuvés, il reste le n° de lot et le poids à apposer sur l’étiquetage.
Et voilà mes savons sont prêts à glisser entre vos mains !!
Les savons industriels ou gros étals de savons vendus sur les marchés : Sauvez-vous !
Ces petits blocs colorés et même bio, sont issus de bondillons (matière produite par l’industrie chimique) agrémentés de colorants et de parfums. Bien que lavants, ils n’ont aucune vertu pour votre peau et seront même ultra agressifs et polluants.
Tout savoir grâce aux étiquettes ! Lisez la liste INCI et déchiffrez ses codes. Alors qu’un savon à froid va souvent commencer par « sodium olivate », « sodium cocoate », « butyrospermum parkii butter » et sera accessoirement agrémenté de « kaolin », « montmorillonite », « citrus lemon peel oil », « glycerin » (naturellement présente) ; les savons cracras eux sont généralement composés de « sodium palmate », « sodium tallowate », EDTA, PEG, PPG, et beaucoup d’autres noms qui deviennent difficilement compréhensibles : fuyez !